A Great technique you most likely have all the tools for
The reason i thought i'd give this ago was actually from a youtube comment on the video of me making the big pulse jet for the jet bike as a was trying to bend a massive sheet of stainless with no slip roll using ratchet straps hammers and then bigger hammers. So after reading the comment i did a little googling and yes theres a few videos around but most have been filmed on a mobile phone and don't really show what works what dosen't etc so que the furze guide.

First thing your going to need is a pressure washer and the one i got of my mate was one of the really cheap ones that from new was most likely only £40 so this proves you don't need a flash karcher jobby. So take the gun to bits and remove the high pressure tube and from the 2 guns i've taken to pecies both have had the same set up of a brass fitting on the end that slides over and o ring etc, you can tap this out using a 1/4 bsp tap, you may have to drill it out a tiny bit but we talking half a mill only. There is links to these parts/tools at the bottom of the page.

Now you have a thread in this you can use plumbing fittings to go to what ever you decide to then attach to your work piece. For this ive used steel fittings (of which at the time didn't have the sizes i wanted hence all the bushes) which you can screw on to your work piece. The main thing you need on this is the bleed screw, when you fill you plates with water for the first time its not a problem as theres very little air in between the 2 sheets but on a second pass you will have the whole shape to vent somehow as if not when it pops it will go with a bang. i added the pressure gauge just so out of interest i could see what pressure it taking to shape the metal but this is not necessary really.
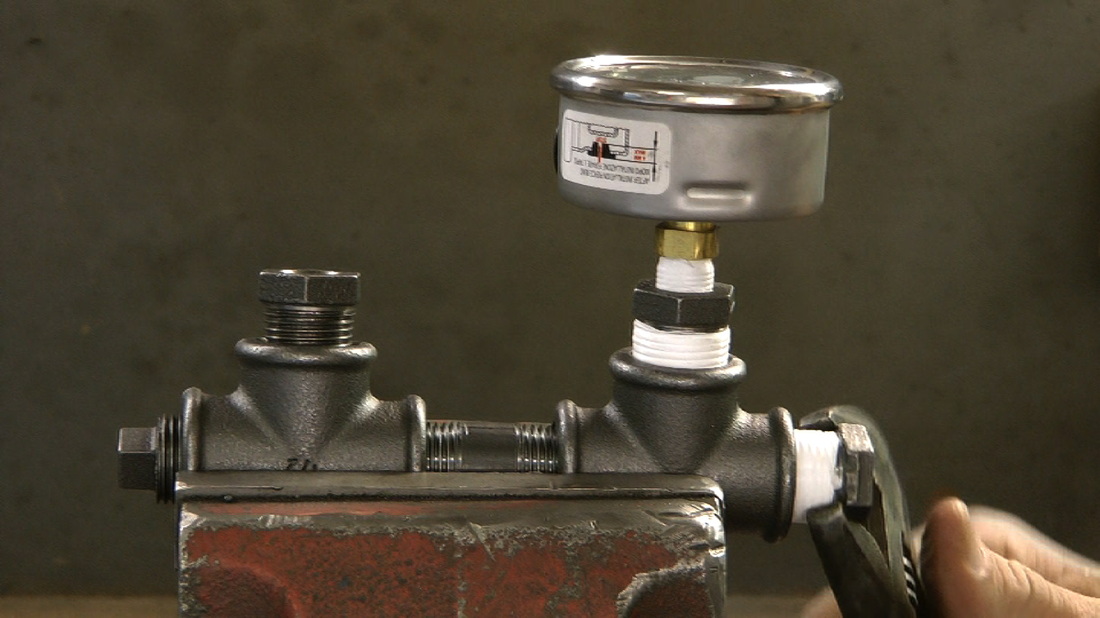
Now you have a high pressure hose with a vent on it and an open end you can buy a straight steel fitting (called a nipple for some reason???) cut it in half and weld it over a hole drilled in one of the plates you have cut out.

Ok now onto the what you want to form, now i'm new to this method but i've learnt quite abit in a short time to pass on my findings so you don't make the same mistakes i have.
1- Circles don't work, my vision of the piece in the above picture was it was going to grow into a ball much like the float on a ball cock valve but in the end just folded it self up. Why well its obvious as the flat circumference is larger than that of the expanded one as once it starts to rise the sides want to come inwards but as its a circle there is nowhere for the excess material to go so it kinks in and this splits the weld. Seeing this (it was my first piece i tried) you then have to look at your flat template and think where is my contraction zones as with any shape the sides shrink in as the piece expands so you may notice on the shape i was making the cone from it had tip like a rocket, this allows the sides as they draw in to kind of hinge on the rocket tip and not buckle along the central (useful bit) so when expanded all the messy twisting is done on the part your going to cut off
2- You will have to do it a few times as the first expansion will give you the rough shape but will leak before all the dents have been pushed out and for it to take its most simetrical shape (so by that i mean round not oval) you can just drain and weld up the leaks but for a really good finish cut the first weld out with a thin disc and re-weld together as the first weld now is nearly at right angles to when it was first welded so is being torn apart. Once re welded up repressurize and dents will pop out and you should a beautiful bit of metal work.
3- The bigger the piece the more stress on the weld. At first i thought you could weld 2 massive sheets together and form a huge object which you could but you will be cutting out the weld and re welding so much more as say the pressure washer kicks out 100bar thats around 1500psi PER SQUARE INCH so over 60 square inches its putting around 90,000 pounds of stress on the weld and they fail before its expanded the full amount or the dents have popped out, it can still be done but you find your re welding loads and it will piss you off.
4- Works on stainless steel to. the best bits i've done have been with 1.2mm stainless sheet, i just tried it thinking it would kink and maybe not even form at all but but i find it gets closer to the finished item on the first pass than mild steel.
5- bends get tighter, by this i mean if you start with a flat 180 bend template when it forms it will end up around 270 degrees as the sides contract the radius changes so for making bends for exhausts you have to work that into your design. on the next video you will get see this in action.
1- Circles don't work, my vision of the piece in the above picture was it was going to grow into a ball much like the float on a ball cock valve but in the end just folded it self up. Why well its obvious as the flat circumference is larger than that of the expanded one as once it starts to rise the sides want to come inwards but as its a circle there is nowhere for the excess material to go so it kinks in and this splits the weld. Seeing this (it was my first piece i tried) you then have to look at your flat template and think where is my contraction zones as with any shape the sides shrink in as the piece expands so you may notice on the shape i was making the cone from it had tip like a rocket, this allows the sides as they draw in to kind of hinge on the rocket tip and not buckle along the central (useful bit) so when expanded all the messy twisting is done on the part your going to cut off
2- You will have to do it a few times as the first expansion will give you the rough shape but will leak before all the dents have been pushed out and for it to take its most simetrical shape (so by that i mean round not oval) you can just drain and weld up the leaks but for a really good finish cut the first weld out with a thin disc and re-weld together as the first weld now is nearly at right angles to when it was first welded so is being torn apart. Once re welded up repressurize and dents will pop out and you should a beautiful bit of metal work.
3- The bigger the piece the more stress on the weld. At first i thought you could weld 2 massive sheets together and form a huge object which you could but you will be cutting out the weld and re welding so much more as say the pressure washer kicks out 100bar thats around 1500psi PER SQUARE INCH so over 60 square inches its putting around 90,000 pounds of stress on the weld and they fail before its expanded the full amount or the dents have popped out, it can still be done but you find your re welding loads and it will piss you off.
4- Works on stainless steel to. the best bits i've done have been with 1.2mm stainless sheet, i just tried it thinking it would kink and maybe not even form at all but but i find it gets closer to the finished item on the first pass than mild steel.
5- bends get tighter, by this i mean if you start with a flat 180 bend template when it forms it will end up around 270 degrees as the sides contract the radius changes so for making bends for exhausts you have to work that into your design. on the next video you will get see this in action.

Cone with contraction points at top which will be chopped off

2 stroke chamber on first pass. secound pass will remove the dents

Stainless steel chamber. LOVERLY

Finished cone on scooter
PARTS LIST